�Εr���ÆΌӡ����ӡ����Ӷ������?
2016-12-18 21:02:47 �c����
�Εr���ÆΌӺ��ӣ�
���_�ߴ�С��8mm�ĺ��p��ͨ�����ÆΌӺ���һ��һ�����p������ɣ����lֱ������䓰��Ȳ�ͬ��3~5mm�������x��
���_�ߴ�С��5mm�ĺ��p���ɲ���ֱ�����\�l���Ͷ̻��M�к��ӣ������ٶ�Ҫ�����l�Ƕ��cˮƽ���45�����c���ӷ����65��~80���ĊA�ǡ����l�Ƕ��^С����ɸ�������㣻�Ƕ��^�����������ܵ�ǰ����ɊA����
��ʹ��ֱ�����\�l�����Ӻ��_�ߴ粻��ĺ��p�r�������l���^����߅�����ں��p�ϣ����p�p�؉�ס���������l�ۻ��r������u�������ӷ����Ƅӡ��@�Ӳ������ڲ��������������^���p���Ҳ���^��
���_�ߴ���5~8mm�r���ɲ���б�AȦ�λ���X���\�l���M�к��ӣ����\�l�ٶȲ�ͬ����t���a��ҧ߅���A����߅���ۺϲ����ȬF��
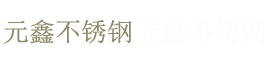
�\�l����
��D1��ʾ��a�c��b�c�\�l�ٶ�Ҫ����Щ���Ա��C�ۻ������cˮƽ��ܺ��ۺϣ�b�c��c�c���\�l�ٶ�Ҫ�Կ�Щ���Է�ֹ�ۻ��������ʣ�����b�c�\�l��c�c�r����c�cҪ����ͣ�����Ա��C�ۻ������c��ֱ��ܺ��ۺϣ�����߀�ܱ���a��ҧ߅�F��c�c��b�c���\�l�ٶ���Ҫ����Щ�����ܱ���a���A���F���C��������
b�c��d�c���\�l�ٶ��ca�c��b�cһ��Ҫ����Щ��d�c��e�c�cb�c��c�c��ͬ�� e�c�cc�c��ͬ��Ҫ����ͣ���������\�l�^�̾��Dz����؏������^�̡�ͬ�r�������\�l�^���У��������ö̻����ӡ��@�����õĺ��p���܌�խһ�£��ߵ�ƽ�������a��ҧ߅���A�����´���ȱ�ݡ�
�Εr���ö��Ӻ��ӣ�
���_�ߴ���8~10mm�r���ɲ��ÃɌӃɵ��ĺ�����
����һ�ӕr���ɲ���3~4mmֱ���ĺ��l����������Դ�Щ���ԫ@���^������ ����ֱ�����\�l��������β�r���ѻ�����M���Ը�Щ���@���ں��ӵڶ�����β�r�������p�ض����߶��a�������^�͵ĬF��
�ں��ڶ���֮ǰ����회���һ�ӵ���������Ƀ�����l�F�ЊA��������Сֱ�����l���a�ɺ��ڶ��ӣ��@�Ӳ��ܱ��C���c��֮�g�o�ܵ��ۺϡ��ں��ڶ��ӕr���ɲ���4mmֱ���ĺ��l��������������^������^����a��ҧ߅�F��
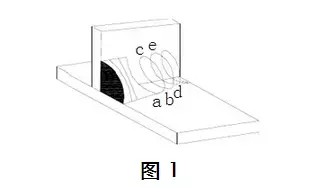
�\�l����
��б�AȦ�λ���X���\�l��ʩ���� ���w�\�l�����c�ΌӺ���ͬ�����ǵ�һ�Ӻ��p��ҧ߅�r���ڵڶ��κ��ӕr������ҧ߅̎�m����ͣ��һЩ�r�g���ԏ��a��һ��ҧ߅��ȱ�ݡ�
�Εr���ö��Ӷ������
�����Ӻ��_�ߴ����10mm�ĺ��p�r��������ö��Ӻ����t���ں��p�����^�����¶��^���ۻ����������´����o��������һ�������y�������ڌ��H���a�ж����ö��Ӷ������
���_�ߴ��10~12mm�r��һ���ÃɌ���������ɡ�����һ�ӣ���һ�����r���ɲ����^Сֱ���ĺ��l���^���������ֱ�����\�l������β�c���Ӻ��ĵ�һ����ͬ���������������Ƀ���
���ڶ������p�r�������w��С�ڵ�һ�Ӻ��p��2/3�����l�cˮƽ��ĽǶ�Ҫ�Դ�Щ���D2��a����һ���45��~55������ʹ�ۻ������cˮƽ��ܺ��ۺϡ�
���l�c���ӷ���ĊA���Ԟ�65��~80������б�AȦ�λ���X���\�l���\�l�ٶȳ����ڈD2-9�е�c�c��e�c�ϲ���ͣ��֮�⣬������һ�ӡ����ӕr��ע���ۻ������cˮƽ��Ҫ�ܺ��ۺϺ��ӵ��������p�r�������w�ڶ������p��1/3~1/2��
���l�cˮƽ��ĽǶȞ�40��~45�����D2-10�е�b�����Ƕ�̫���a�����_��ƫ�F��һ�����ֱ�����\�l���������ٶ�Ҫ������̫��������ٶ��������a��������ʹ���p���β����^��
ע�����
���ڶ������p���w��һ�Ӵ���2/3�r���ں��ӵ������r�ɲ���ֱ�������\�l�����Ա�����������p�^�ߡ�����ڶ������w��һ��̫�ٕr�����������ӕr�ɲ���б�AȦ�\�l�����\�l�r�ڴ�ֱ����Ҫ����ͣ�����Է�ֹҧ߅���@�Ӿ����a���ڵڶ������w�^�ٶ��a���ĺ��_��ƫ�F��
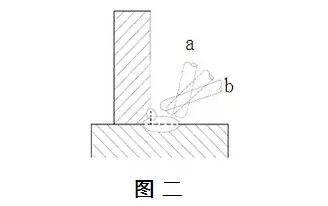
������Ӻ��_�ߴ����12mm���ϵĺ����r���ɲ��������������Č�ʮ������ɣ� ��D3��ʾ�����_�ߴ�Խ���ӌӔ���������Խ�ࡣ
悽���Ԫ�β��P�����˾�L�ڃ��ݹ������P䓰������P�A䓡����P䓽z �����P䓹ܡ����P䓰塢���P��䓡����P䓺��z�����P��䓡����P��䓡�ģ��䓡����P����ǰ������P����A�����P䓮���䓡����P�ĥ��������P䓟o�p�ܡ�ϵ�Ԓ��0511-85038877 ��13952847112 ����:0511-85083338��
- ��һƪ���Ї�����Ó̓����Ҫһ��Σ�Cʽ�D��ĭ�L�� 2016/12/19
- ��һƪ��6��2�ՏU���P��������g���x 2012/5/23